维修公司上海仰光电子
维修项目工业自动化设备
维修产品触摸屏 变频器伺服驱动器电机 数控系统
维修率99%
维修周期1-7工作日
修好质保期半年
维修点上海
维修人员25
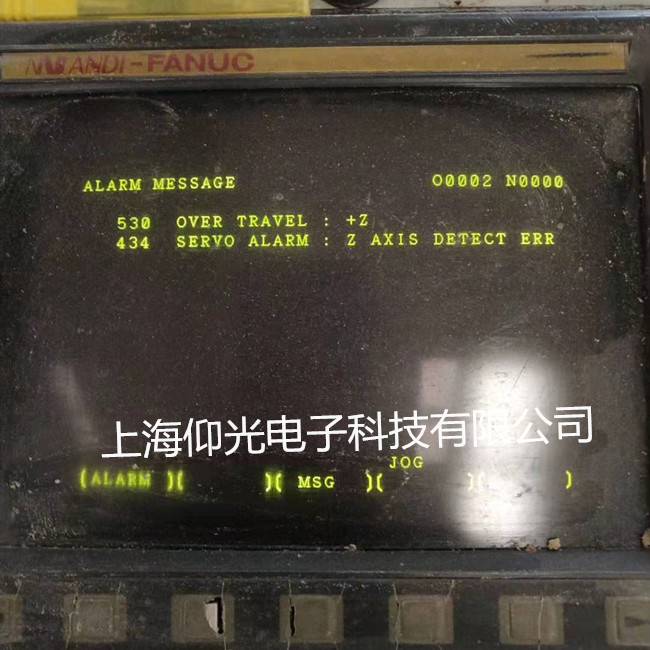
发那科伺服报警故障维修
伺服服警“
400,401,402,403,404,405,406,408,409,,410,420,430,411,421,431,,413,415,423,433,414,424,434,425,435,416,426,417,420,421,422,423,427,430,431,432,433,434,435,436,437,
(1)FANUC发那科3、6、7、0、0i、16i、18i、21i等数控系统主板、PC板维修。(维修0M、0T、0MB、0MC、0MD、3M、6M、11M、15M、16M、18M、20M、21M系统)
(2)FANUC发那科主轴驱动、伺服驱动、伺服电源维修。
FANUC发那科伺服驱动器:
如:A02B-0285-B801、A20B-2100-0030/121、A20B-6041-H108、BSV01、BSV01/05-AP、BSV01/05-AP1等。
FANUC发那科伺服电源:
如:A02B-0238-B53、A06B-6077-H106、A06B-6077-H111、A20B-2100-0760/120、A20B-2100-0760/06B等。
(3)FANUC发那科主轴电机、直流伺服电机、交流伺服电机。
FANUC发那科伺服电机:
如:6B-0034-B075#0008、A06B-0034-B077#00008、A06B-0034-B177、A06B-0501-B004、FB15、FB1513-2、FB25等。
(4)FANUC发那科编码器维修
如:A860-0202-T004等。
(5)可编程控制器PLC维修 GE-FANUC-GE发那科系列PLC
(6)FANUC发那科各类数控显示器及操作面板维修

发那科系统维修报警代码
FANUC-- 0 系统操作编程说明书1
附录 1:FANUC-0 系统报警代码表
1. 程序报警(P/S 报警)
报报 警 内 容
000 修改后须断电才能生效的参数,参数修改完毕后应该断电。
001 TH 报警,外设输入的程序格式错误。
002 TV 报警,外设输入的程序格式错误。
003 输入的数据**过了允许输入的值。参考编程部分的有关内容。
004 程序段的个字符不是,而是一个数字或“-”。
005 一个后面跟着的不是数字,而是另外一个或程序段结束符。
006 符号“-”使用错误(“-”出现在一个不允许有负值的后面,
或连续出现了两个“-”)。
007 小数点“. ”使用错误。
009 一个字符出现在不能够使用该字符的位置。
010 指令了一个不能用的G 代码。
011 一个切削进给没有被给出进给率。
014 程序中出现了同步进给指令(本机床没有该功能)。
015 企图使四个轴同时运动。
020 圆弧插补中,起始点和终点到圆心的距离的差大于876 号参数的
数值。
021 圆弧插补中,指令了不在圆弧插补平面内的轴的运动。
029 H 的偏置号中的补偿值太大。
030 使用长度补偿或半径补偿时,H 的补偿号中的补偿
值太大。
033 编程了一个半径补偿中不能出现的交点。
034 圆弧插补出现在半径补偿的起始或取消的程序段。
037 企图在半径补偿模态下使用G17、G18 或G19 改变平面选择。
038 由于在半径补偿模态下,圆弧的起点或终点和圆心重合,因此
将产生过切削的情况。
041 半径补偿时将产生过切削的情况。
043 指令了一个无效的T 代码。

维修各种故障报警:607,613,411,410,438,441,449,03号,04号,8号,9号,12号,17号,19号,20号,31号等。
快速维修FANUC发那科系统电源,主轴,伺服,多轴一体机驱动器,I/O板,系统主板,显示屏等快速芯片级维修。多年维修经验,技术娴熟,配件齐全,有测试平台,简单问题能当天修复。
拥有多台FANUC测试系统,多年精修FANUC数人,能为客户提供更快更高质量的技术服务
1) P+Q 清除错误内存
2) DELET+RESET 清空系统内存
3) CAN+EOB 清回零点错误
任意功能键+CAN 关闭显示器
操作一览表(KND100M系统 数控铣床)
存储器全清: 参数开关ON 按RST+DEL+STR
参数置初值: 参数开关ON 按RST开机
程序清除: 参数开关ON 按DEL+RST开机
程序全输出: 编辑方式 O→-9999→START
程序输出: 编辑方式 O→程序号→START
程序全: 编辑方式 O→-9999→DELET
程序: 编辑方式 O→程序号→DELET
检索: 编辑/自动 字等↓
程序全输入: 程序开关开 O→-9999→INPUT
程序输入: 程序开关开 O→程序号→INPUT
不检查**程: 按EOB+CAN开机

上海发那科数控系统926报警维修,维修价格低,维修速度快,维修成功率高。上海发那科数控系统926报警维修, 按报警解除按钮,这时可使A10.5置为"0",便可对机床进行操作,将大转台抬起旋转45度,拆开护板,果然有铝屑堆积,于是将托盘 按报警解除按钮,这时可使A10.5置为"0",便可对机床进行操作,将大转台抬起旋转45度,拆开护板,果然有铝屑堆积,于是将托盘 轴移动指令已发出。用功能键|MESSAGE|切换屏幕,并无报警信息,用功能键|SYSTEM|切换屏幕,按“诊断”软键,这时005
五、SPM的LED上显示04 (ALM红灯点亮)。 电源输入回路缺相。 1. 用万用表检查电源输入三相交流是否有缺相。
2. 将主轴模块送修。
六、SPM的LED上显示07 (ALM红灯点亮)。 主轴电机**速报警。 1. 如果一开机就有报警,则控制板的检测回路有故障,更换控制板。
2. 如果运行过程中出现该报警,关机重新开机,如果还是同样故障,更换主轴单元。
3. 如果重新开机后出别的报警,按别的报警解决方法解决。
七、SPM的LED上显示09 (ALM红灯点亮)。 主轴模块晶体管回路过载报警。 1. 观察是否和时间有关,如果是长时间开机后出现,而停机一段时间后再开无报警,则是电机负载太大,应检查机械负载或电机或切削量太大。
2. 用万用表测量控制底板的OH1、OH2之间应该是短路的,如果开路,检查单元上的热控开关是否坏了,如果是短路的,则控制底板断线或控制侧板与底板连接器接触不好,重新插好。或更换控制板。
八、SPM的LED上显示11(ALM红灯点亮)。 直流侧电源电压太高。PSM上会有01 AL 检查电源模块或三相输入电源线是否接触不好。
九、SPM的LED上显示12 (ALM红灯点亮)。 直流电源回路电流异常,或IPM模块异常报警。 1.观察是一给指令就报警,还是给指令后,转一下才报警,或高速报警。如果是后两者,检查主轴电机或动力线是否有短路或绝缘异常。
2.拆下IGBT或IPM模块,测量是否有短路的,如果有,更换。如果没有短路,再检查个PN节的导通压降是否正常,如果是IPM,即使用万用表测量各点都正常,也要更换。
3.更换IGBT后,要同时更换驱动模块(A20B-2902-0390),并且用万用表测量控制底板上的六组驱动电阻,每组两个,6.2欧和10k,如果烧断,更换。
http://xiaogang0818.b2b168.com