维修公司上海仰光电子
维修项目工业自动化设备
维修产品触摸屏 变频器伺服驱动器电机 数控系统
维修率99%
维修周期1-7工作日
修好质保期半年
维修点上海
维修人员25
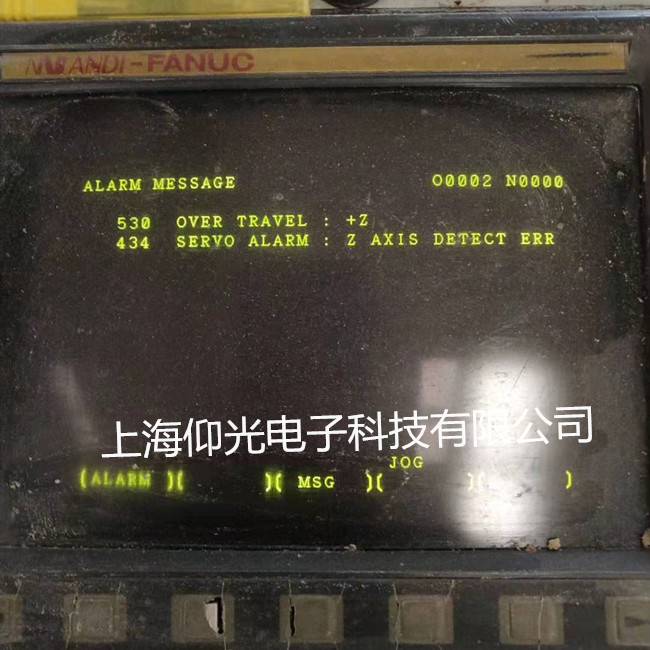
上海发那科数控系统926报警维修,维修价格低,维修速度快,维修成功率高。上海发那科数控系统926报警维修, 按报警解除按钮,这时可使A10.5置为"0",便可对机床进行操作,将大转台抬起旋转45度,拆开护板,果然有铝屑堆积,于是将托盘 按报警解除按钮,这时可使A10.5置为"0",便可对机床进行操作,将大转台抬起旋转45度,拆开护板,果然有铝屑堆积,于是将托盘 轴移动指令已发出。用功能键|MESSAGE|切换屏幕,并无报警信息,用功能键|SYSTEM|切换屏幕,按“诊断”软键,这时005
五、SPM的LED上显示04 (ALM红灯点亮)。 电源输入回路缺相。 1. 用万用表检查电源输入三相交流是否有缺相。
2. 将主轴模块送修。
六、SPM的LED上显示07 (ALM红灯点亮)。 主轴电机**速报警。 1. 如果一开机就有报警,则控制板的检测回路有故障,更换控制板。
2. 如果运行过程中出现该报警,关机重新开机,如果还是同样故障,更换主轴单元。
3. 如果重新开机后出别的报警,按别的报警解决方法解决。
七、SPM的LED上显示09 (ALM红灯点亮)。 主轴模块晶体管回路过载报警。 1. 观察是否和时间有关,如果是长时间开机后出现,而停机一段时间后再开无报警,则是电机负载太大,应检查机械负载或电机或切削量太大。
2. 用万用表测量控制底板的OH1、OH2之间应该是短路的,如果开路,检查单元上的热控开关是否坏了,如果是短路的,则控制底板断线或控制侧板与底板连接器接触不好,重新插好。或更换控制板。
八、SPM的LED上显示11(ALM红灯点亮)。 直流侧电源电压太高。PSM上会有01 AL 检查电源模块或三相输入电源线是否接触不好。
九、SPM的LED上显示12 (ALM红灯点亮)。 直流电源回路电流异常,或IPM模块异常报警。 1.观察是一给指令就报警,还是给指令后,转一下才报警,或高速报警。如果是后两者,检查主轴电机或动力线是否有短路或绝缘异常。
2.拆下IGBT或IPM模块,测量是否有短路的,如果有,更换。如果没有短路,再检查个PN节的导通压降是否正常,如果是IPM,即使用万用表测量各点都正常,也要更换。
3.更换IGBT后,要同时更换驱动模块(A20B-2902-0390),并且用万用表测量控制底板上的六组驱动电阻,每组两个,6.2欧和10k,如果烧断,更换。

发那科(FANUC)系列5系统、0系统、7系统、15系统及18系统等; b. 发那科(FANUC)0i/0i Mate C(B)系列; c.发那科(FANUC)16i/18i/21i-MODEL B系列; d.发那科(FANUC)NC控制器、伺服放大器、伺服电源、控制板、单块控制电路板(主板、CPU板、底板、插板、电源板、MAIN板、I/O板、AXIS 板、SPIF板、CRT板、PMC板、FSRM板、SRAM板、DRAM板、PSU电源板)等;
十、 SPM的LED上显示13 (ALM红灯点亮)。 CPU存储出错,此报警很少出现。 更换SPM的控制侧板。
十一、 SPM的LED上显示19或20 (ALM红灯点亮)。 U相或V相电流检测器偏置过大,一般发生在一开机。 1. 如果有相同的两个主轴模块,可互换控制侧板,判断是控制侧板故障或控制底板故障。
2. 将SPM送修。
十二、 SPM的LED上显示24 (ALM红灯点亮)。 与系统的串行传输数据异常。 1. 如果是系统已关机,则是正常报警,再开机,报警会消失。
2. 如果重新开机后不能消失,则可能是连接电缆或光缆故障,或系统或控制侧板接口故障,更换相应的元件。
十三、SPM的LED上显示27 (ALM红灯点亮)。 编码器信号断线报警。 1. 检查编码器和是否异常,用示波器测量编码器的输出波形PA,*PA,PB,*PB,PZ,*PZ是否正常,如果有一路没有,更换编码器。
2. 用万用表测量反馈线是否有断线,如果有,更换编码器反馈线。
3. 更换SPM控制侧板。
十四、SPM的LED上显示30 (ALM红灯点亮)。 IPM过电流(SPM5.5、SPM11),PSM过电流报警(01ALM)。 1.对于SPM5.5、SPM11(IPM结构,无驱动板),更换IPM模块。
2.对于PSM15-30,检查电源模块故障。
十五、SPM的LED上显示31 (ALM红灯点亮)。 主轴电机速度检测器异常或电机没有按给定的速度旋转。 1.如果一开机就有报警,则更换控制侧板。
2.不启动主轴,用手盘主轴使主轴电机快速转动,让另外一人观察系统的主轴监视画面上的电机速度显示值,看是否基本一致,一般情况有100-200转/分,如果只有1-2转或10转以下,则是电机速度传感器或速度反馈回路故障,更换速度传感器。
3.如果速度显示正常,则查电机或动力线是否正常,动力线可用万用表或兆欧表测量出。
4.电机动力线相序是否接错。如果不对,在启动时主轴来回转几下后出此报警。可将U,V对调。
5.检查动力线是否连接可靠,如果是高速或加速或加负载时才出报警,则可能是动力线接触不好或动力线太细,更换动力线。
6.如果有条件(即车间里有两相同的交流主轴模块),可互换控制板或整套单元。

FANUC伺服维修常见的故障有:1、2、5、8、9、01、09、19、20、56、U、L、无显示等;发那科系统常见的故障有:5136、5139、401、414、433、434、443、449、460等。 可修复FANUC伺服器常见故障:无显示、缺相、过流、过压、欠压、过热、过载、接地、参数错误、有显示无 输出、模块损坏等;
FANUC发那科伺服器放大器报警显示代码:1、 2、3、4、5、6、7、8、9、10、11、12、13、 14、15、16、17,18、19、20、21、22、23、24、25、26、27、28、29、30、31、32、33、34、45、3637、 38、39、40、41、42、43、44、45、46、47、48、 49、50、51、52、53、、55、56、57、58、59、60、61、62、63、、65、66、67、68、69、70、71、72、 73、74、75、76、、78、79、80、81、82、83、94、85、86、87、88、89、90、91、92、93、94、95、96、 97、98、99;
FANUC常见型号如下:A06B-6134-H201,A06B-6079-H206、A06B-6130-H002、A06B-6130-H003、A06B-6093-H102,A06B-6077-H111,A06B-613-H202#A,A06B-6134-H303#A、A06B-6134-H020#A、A06B-6134-H303、A06B-6134-202、A06B-6079-H106、A06B-6111-H015、A06B-6110-H030、A06B-6102-H226、A06B-6079-H208、A06B-6079-H207、A06B-6111-H026、A06B-6111-H030、A06B-6111-H011、A06B-6088-H222、A06B-6110-H011、A16B-3200-0495、A06B-6087-H115、A06B-6087-H130、A06B-6088-H215、
发那科伺服驱动器维修报警代码
1.主轴9012报警
案例描述:0i-MC系统,配SVSP A06B-6134-H303#A,三个伺服轴可正常动作,但在刚给出主轴转动指令后而主轴还没转动时即出现9012报警。
报警解释:主轴9012报警:电机输出电流过高。
故障分析:系统侧的故障点:电机相关参数与电机不匹配、电机绝缘不良、主轴放大器故障、 动力线相序不正确。
处理结果:检查发现是动力线相序接反导致该故障。
2.主轴750报警
案例描述:0i-TC系统,一开始是主轴运行一分钟左右出现750报警,后来是开机主轴放大器 LED灯不亮,
系统侧报750报警,伺服电源单元显示“P. ”报闽台数控铣床警。
报警解释:主轴750报警:主轴串行链起动不良。
故障分析:系统侧的故障点:电缆接线不良或者接线错误;参数设定错误;系统主板故障;主 轴放大器故障
。产生该报警,可以查看诊断409号,查看故障的具体原因。
处理结果:后经检查发现为主轴电机速度传感器破损短路导致该故障。 2.2与SVM相关的案例分析
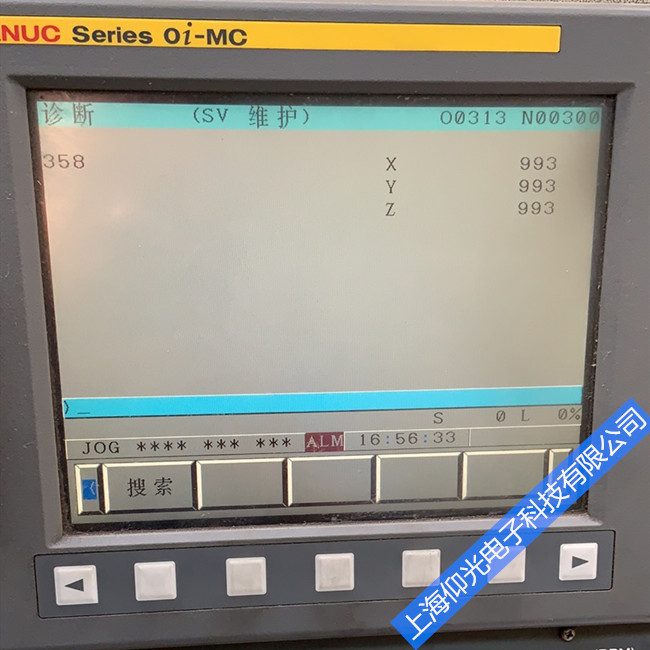
3.系统开机停止或运行时偶尔出现401报警
案例描述:0i-MB,系统开机停止时或运行时会偶尔出现401报警,诊断358号的值为417。
报警解释:401报警报警原理分析:如下图所示,其中红色头和信号名,表示指令,蓝色 头和信号名表示反馈信号,
当CNC发出MC0N指令后,一定时间内没有接受到DRDY 信号,将发生401号报警(DRDY OFF)。
http://xiaogang0818.b2b168.com