维修公司上海仰光电子
维修项目工业自动化设备
维修产品触摸屏 变频器伺服驱动器电机 数控系统
维修率99%
维修周期1-7工作日
修好质保期半年
维修点上海
维修人员25
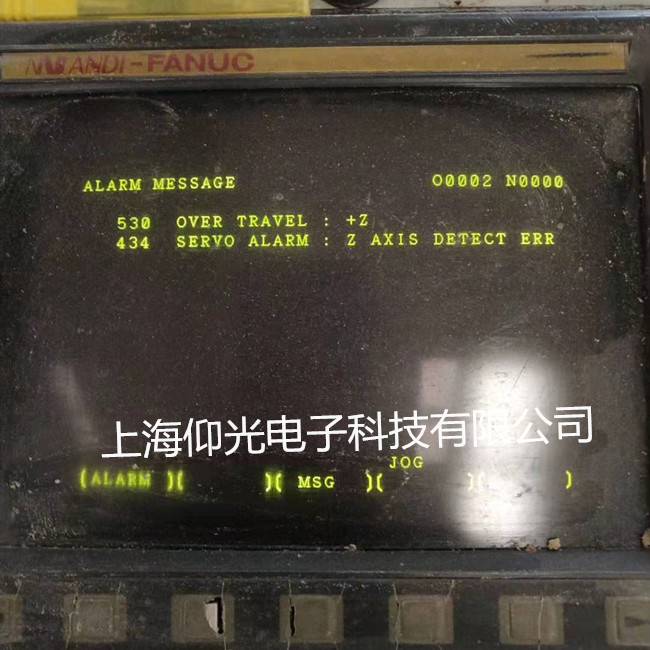
发那科伺服报警故障维修
伺服服警“
400,401,402,403,404,405,406,408,409,,410,420,430,411,421,431,,413,415,423,433,414,424,434,425,435,416,426,417,420,421,422,423,427,430,431,432,433,434,435,436,437,
(1)FANUC发那科3、6、7、0、0i、16i、18i、21i等数控系统主板、PC板维修。(维修0M、0T、0MB、0MC、0MD、3M、6M、11M、15M、16M、18M、20M、21M系统)
(2)FANUC发那科主轴驱动、伺服驱动、伺服电源维修。
FANUC发那科伺服驱动器:
如:A02B-0285-B801、A20B-2100-0030/121、A20B-6041-H108、BSV01、BSV01/05-AP、BSV01/05-AP1等。
FANUC发那科伺服电源:
如:A02B-0238-B53、A06B-6077-H106、A06B-6077-H111、A20B-2100-0760/120、A20B-2100-0760/06B等。
(3)FANUC发那科主轴电机、直流伺服电机、交流伺服电机。
FANUC发那科伺服电机:
如:6B-0034-B075#0008、A06B-0034-B077#00008、A06B-0034-B177、A06B-0501-B004、FB15、FB1513-2、FB25等。
(4)FANUC发那科编码器维修
如:A860-0202-T004等。
(5)可编程控制器PLC维修 GE-FANUC-GE发那科系列PLC
(6)FANUC发那科各类数控显示器及操作面板维修

发那科系统维修报警代码
FANUC-- 0 系统操作编程说明书1
附录 1:FANUC-0 系统报警代码表
1. 程序报警(P/S 报警)
报报 警 内 容
000 修改后须断电才能生效的参数,参数修改完毕后应该断电。
001 TH 报警,外设输入的程序格式错误。
002 TV 报警,外设输入的程序格式错误。
003 输入的数据**过了允许输入的值。参考编程部分的有关内容。
004 程序段的个字符不是,而是一个数字或“-”。
005 一个后面跟着的不是数字,而是另外一个或程序段结束符。
006 符号“-”使用错误(“-”出现在一个不允许有负值的后面,
或连续出现了两个“-”)。
007 小数点“. ”使用错误。
009 一个字符出现在不能够使用该字符的位置。
010 指令了一个不能用的G 代码。
011 一个切削进给没有被给出进给率。
014 程序中出现了同步进给指令(本机床没有该功能)。
015 企图使四个轴同时运动。
020 圆弧插补中,起始点和终点到圆心的距离的差大于876 号参数的
数值。
021 圆弧插补中,指令了不在圆弧插补平面内的轴的运动。
029 H 的偏置号中的补偿值太大。
030 使用长度补偿或半径补偿时,H 的补偿号中的补偿
值太大。
033 编程了一个半径补偿中不能出现的交点。
034 圆弧插补出现在半径补偿的起始或取消的程序段。
037 企图在半径补偿模态下使用G17、G18 或G19 改变平面选择。
038 由于在半径补偿模态下,圆弧的起点或终点和圆心重合,因此
将产生过切削的情况。
041 半径补偿时将产生过切削的情况。
043 指令了一个无效的T 代码。

发那科系统报警代码维修讲解
044 固定循环模态下使用G27、G28 或G30 指令。
046 G30 指令中P 被赋与了一个无效的值(对于本机床只能是2)。
051 自动切角或自动圆角程序段后出现了不可能实现的运动。
052 自动切角或自动圆角程序段后的程序段不是G01 指令。
053 自动切角或自动圆角程序段中,符号“,”后面的不是C 或R。
055 自动切角或自动圆角程序段中,运动距离小于C 或R 的值。
060 在顺序号搜索时,指令的顺序号没有找到。
070 程序存储器满。
071 被搜索的没有找到,或程序搜索时,没有找到的程序号。
072 程序存储器中程序的数量满。
FANUC-- 0 系统操作编程说明书2
073 输入新程序时企图使用已经存在的程序号。
074 程序号不是1~9999 之间的整数。
076 子程序调用指令M98 中没有P。
077 子程序嵌套**过三重。
078 M98 或M99 中指令的程序号或顺序号不存在。
085 由外设输入程序时,输入的格式或波特率不正确。
086 使用读带机/穿孔机接口进行程序输入时,外设的准备信号被关断。
087 使用读带机/穿孔机接口进行程序输入时,虽然了读入停止, 但
读过了10 个字符后,输入不能停止。
090 由于距离参考点太近或速度太低而不能正常执行恢复参考点的操
作。
91 自动运转暂停时(有剩余移动量或执行功能时)进行了手动返
回参考点。
092 G27 指令中,指令位置到达后发现不是参考点。
100 PWE=1,提示参数修改完毕后将PWE 置零,并按RESET 键。
101 在编辑或输入程序过程中,NC 刷新存储器内容时电源被关断。当该
报警出现时,应将PWE 置1,关断电源,再次打开电源时按住DELETE
键以清除存储器中的内容。
131 PMC 报警信息**过5 条。
179 597 号参数设置的可控轴数**出了值。
224 返回参考点前企图执行可编程的轴运动指令。

维修各种故障报警:607,613,411,410,438,441,449,03号,04号,8号,9号,12号,17号,19号,20号,31号等。
快速维修FANUC发那科系统电源,主轴,伺服,多轴一体机驱动器,I/O板,系统主板,显示屏等快速芯片级维修。多年维修经验,技术娴熟,配件齐全,有测试平台,简单问题能当天修复。
拥有多台FANUC测试系统,多年精修FANUC数人,能为客户提供更快更高质量的技术服务
1) P+Q 清除错误内存
2) DELET+RESET 清空系统内存
3) CAN+EOB 清回零点错误
任意功能键+CAN 关闭显示器
操作一览表(KND100M系统 数控铣床)
存储器全清: 参数开关ON 按RST+DEL+STR
参数置初值: 参数开关ON 按RST开机
程序清除: 参数开关ON 按DEL+RST开机
程序全输出: 编辑方式 O→-9999→START
程序输出: 编辑方式 O→程序号→START
程序全: 编辑方式 O→-9999→DELET
程序: 编辑方式 O→程序号→DELET
检索: 编辑/自动 字等↓
程序全输入: 程序开关开 O→-9999→INPUT
程序输入: 程序开关开 O→程序号→INPUT
不检查**程: 按EOB+CAN开机
http://xiaogang0818.b2b168.com